
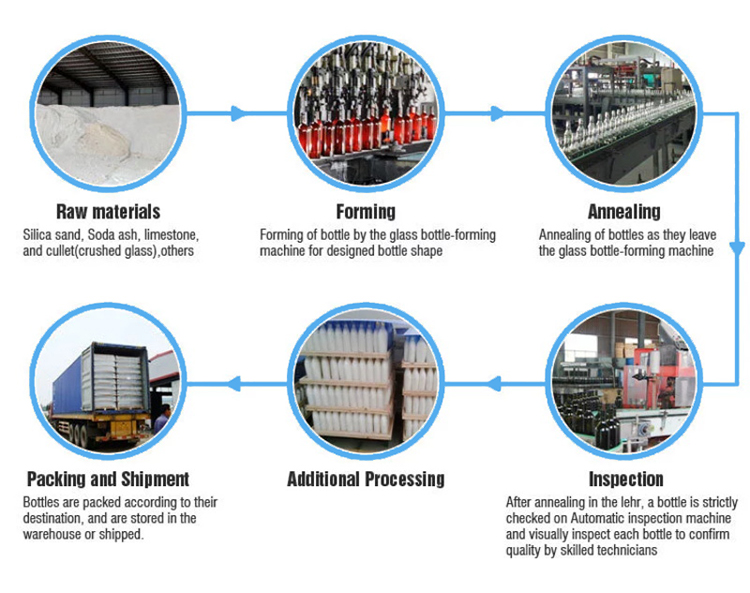
Kullet:Glasflaskor och burkar är gjorda av tre naturingredienser: silica sand, soda cash och kalksten.Materialen blandas med återvunnet glas, kallat "cullet".Cullet är huvudingrediensen i glasflaskorna och behållarna.Globalt innehåller våra glasförpackningar i genomsnitt 38 % återvunnet glas.Råvarorna (kvartssand, soda, kalksten, fältspat etc.) krossas, de våta råvarorna ska torkas och de järnhaltiga råvarorna behandlas med järnborttagning för att säkerställa kvaliteten på glaset.
Ugn:Satsblandningen går till ugnen, ugnen värms upp med gas och elektricitet till cirka 1550 grader celsius för att skapa smält glas.Ugnen är igång 24 timmar om dygnet, sju dagar i veckan, och kan bearbeta flera hundra ton glas varje dag.
Raffinator:När den smälta glasblandningen kommer ut ur ugnen rinner den in i en raffinör, som i huvudsak är en förvaringsbassäng täckt av en stor krona för att hålla värmen.Här svalnar det smälta glaset till cirka 1250 grader celsius och luftbubblor som är fångade inuti gör sin flykt.
Förhärd:Det smälta glaset går sedan till förhärden, vilket bringar glastemperaturen till en jämn nivå innan det går in i mataren.Vid ändmataren skär en sax det smälta glaset till "klotter", och varje gob blir en glasflaska eller burk.
Formningsmaskin:Slutprodukten börjar ta form inuti formningsmaskinen när varje gob tappas i en serie formar.Tryckluft används för att forma och expandera goben till en glasbehållare.Glaset fortsätter att svalna vid punkten i tillverkningsprocessen och sjunker till ungefär 700 grader Celsius.
Glödgning:Efter formningsmaskinen genomgår varje glasflaska eller burk ett glödgningssteg.Glödgning behövs eftersom utsidan av behållaren svalnar snabbare än insidan av den.Glödgningsprocessen återuppvärmer behållaren och kyls sedan gradvis ned för att släppa påfrestningar och stärka glaset.Glasbehållare värms upp till cirka 565 grader celsius och kyls sedan långsamt till 150 grader celsius.Sedan går glasflaskorna och burkarna till kodslutbeläggningen för en sista ytterbeläggning.
Inspektera glasflaskor och burkar:Varje glasflaska och burk genomgår en serie inspektioner för att säkerställa att den uppfyller högsta standarder.Flera högupplösta kameror inuti maskiner skannar så många som 800 glasflaskor varje minut.Kamerorna sitter i olika vinklar och kan fånga små defekter.En annan del av inspektionsprocesserna inkluderar maskiner som utövar tryck på glasbehållarna för att testa väggtjocklek, styrka och om behållaren tätar korrekt.Experterna inspekterar också manuellt och visuellt stickprover för att säkerställa kvaliteten.


Om en glasflaska eller glasburk inte klarar inspektionen, går den tillbaka in i glastillverkningsprocessen som cullet.Behållare som klarar inspektion är förberedda för transporttill livsmedels- och dryckestillverkare,som fyller dem och sedan distribuerar till livsmedelsbutiker, restauranger, hotell och andra butiker för shoppare och kunder att njuta av.
Glas är oändligt återvinningsbart, och en återvunnen glasbehållare kan gå från papperskorgen till förvaringshyllan på så lite som 30 dagar.Så när konsumenter och restauranger återvinner sina glasflaskor och burkar, börjar glastillverkningsslingan igen.
Glasflaska är den huvudsakliga förpackningsbehållaren för livsmedel, medicin och kemisk industri.Det har många fördelar, det är giftfritt, smaklöst, dess kemiska stabilitet är bra, lätt att försegla, bra lufttäthet, det är transparent material och kan observeras från utsidan av förpackningen till klädernas faktiska situation .Denna typ av förpackning är användbar för lagring av varor, den har en mycket bra lagringsprestanda, dess yta är slät, lätt att desinficera och sterilisera och det är den idealiska förpackningsbehållaren.
Glas som praktiskt taget inte har någon färg kallas för färglöst glas.Färglös är den föredragna termen istället för ordet klar.Clear hänvisar till ett annat värde: glasets genomskinlighet och inte dess färg.Den korrekta användningen av ordet klar skulle vara i frasen "klar grön flaska."
Akvamarinfärgat glas är ett naturligt resultat av både det naturligt förekommande järnet som finns i de flesta sand, eller genom tillsats av järn till blandningen.Genom att minska eller öka mängden syre i lågan som används för att smälta sanden kan tillverkare producera en mer blågrön färg eller en grönare färg.
Ogenomskinligt vitt glas kallas vanligtvis för mjölkglas och kallas ibland för Opal eller vitt glas.Det kan framställas genom tillsats av tenn, zinkoxid, fluorider, fosfater eller kalcium.
Grönt glas kan tillverkas genom tillsats av järn, krom och koppar.Kromoxid kommer att producera gulgrönt till smaragdgrönt.Kombinationer av kobolt, (blått) blandat med krom (grönt) ger ett blågrönt glas.
Bärnstensfärgat glas framställs av naturliga föroreningar i sand, såsom järn och mangan.Tillsatser som gör bärnsten inkluderar nickel, svavel och kol.
Blått glas är färgat med ingredienser som koboltoxid och koppar.
Lila, ametist och rött är glasfärger som vanligtvis kommer från användningen av nickel- eller manganoxider.
Svart glas är vanligtvis tillverkat av höga järnkoncentrationer, men kan innehålla andra ämnen som kol, koppar med järn och magnesia.
Oavsett om partiet är avsett att vara klart eller färgat glas, är de kombinerade ingredienserna kända som satsblandningen och transporteras till en ugn och värms upp till en temperatur av cirka 1565°C eller 2850°F.När det smält och kombinerat passerar det smälta glaset genom en raffinör, där instängda luftbubblor tillåts komma ut och sedan kyls det till en enhetlig men fortfarande formbar temperatur.En matare trycker sedan vätskeglaset med konstant hastighet genom exakta öppningar i en värmebeständig form.Skjuvblad skär av det smälta glaset som kommer fram i det exakta ögonblicket för att skapa långsträckta cylindrar som kallas gobs.Dessa gobs är individuella bitar, redo att formas.De går in i en formningsmaskin där, med hjälp av tryckluft för att expandera dem för att fylla en form av den önskade slutliga formen, görs till behållare.
Posttid: 2021-07-07